ベアリング製造の現場で
ベアリングの鍛造工程での割れや切削工程でのへこみきずなどさまざまな製造工程で弊社の検査器が使われています。
※検査をご検討の場合は、無料で見極め試験させていただきます。

渦流探傷器でできること
割れ検査(図1)
鍛造工程や熱処理工程で発生する割れを検査できます。
割れは渦電流の流れを妨げるので大きな検出信号となるため、検査しやすいきずです。
一般的には深さが0.3~0.5mm以上の割れを検査できます。
へこみきず検査(図2)
鍛造工程や切削工程で発生するへこみきずを検査できます。
へこみきずは、渦電流の流れをあまり妨げないので検出信号が小さく、割れと比べると検査しずらい傾向にあります。
![図1:割れ検査 [渦電流の変化が大きい]](/assets/images/ndi_eqpmt/application/bearing/ability01-img01.svg)
![図2:へこみきず検査 [渦電流の変化が小さい]](/assets/images/ndi_eqpmt/application/bearing/ability01-img02.svg)
異材判別器でできること
異材判別
さまざまな工程で混入する、異材品を判別できます。
判別したい鋼種によって、判別しやすいものとしにくいものがあります。
また、同じ鋼種どうしの検査であっても、熱処理前後で判別性が変わる場合もあります。
熱処理不良判別
熱処理工程で発生する、工程飛び、硬度不足、未熱処理(生品)、浸炭焼入れ不良などを判別できます。
生品や熱処理工程飛び品は比較的判別が容易ですが、硬度不足品や浸炭焼入れ不良品の場合、条件が良品に近いとNG品であっても判別できない場合があります。


構成イメージ
きず検査
プローブをベアリングから一定の距離(0.3~0.5mm程度)を空けて設置し、ベアリングを回転させ検査します。
プローブは検査幅の範囲しか検査できないので、広い範囲を検査したい場合は、プローブを一定方向に動かしてスキャンする必要があります。
非導電体には反応しないので、水や油を事前に除去する工程が必要ありません。
きず検査の運用イメージ

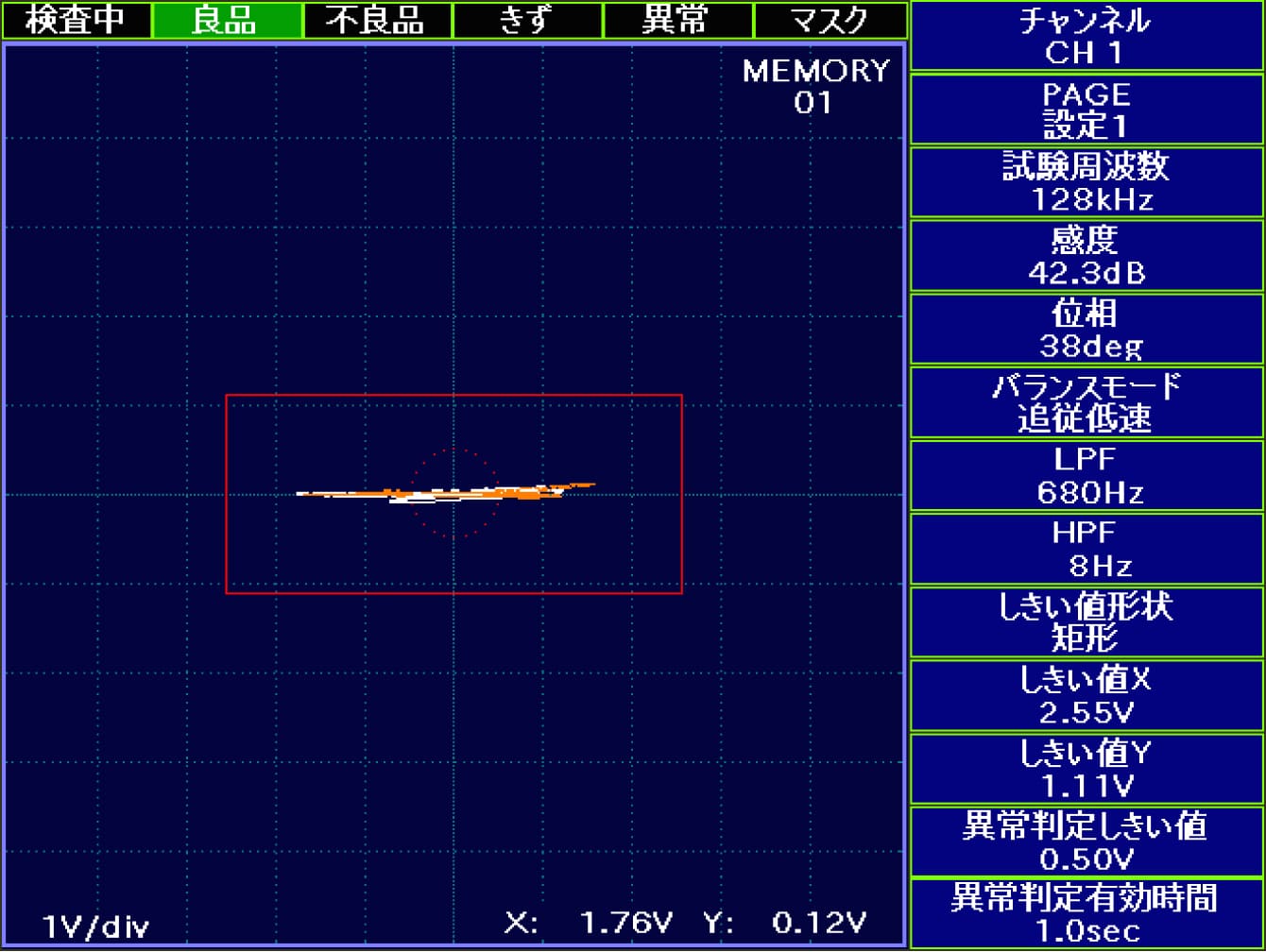
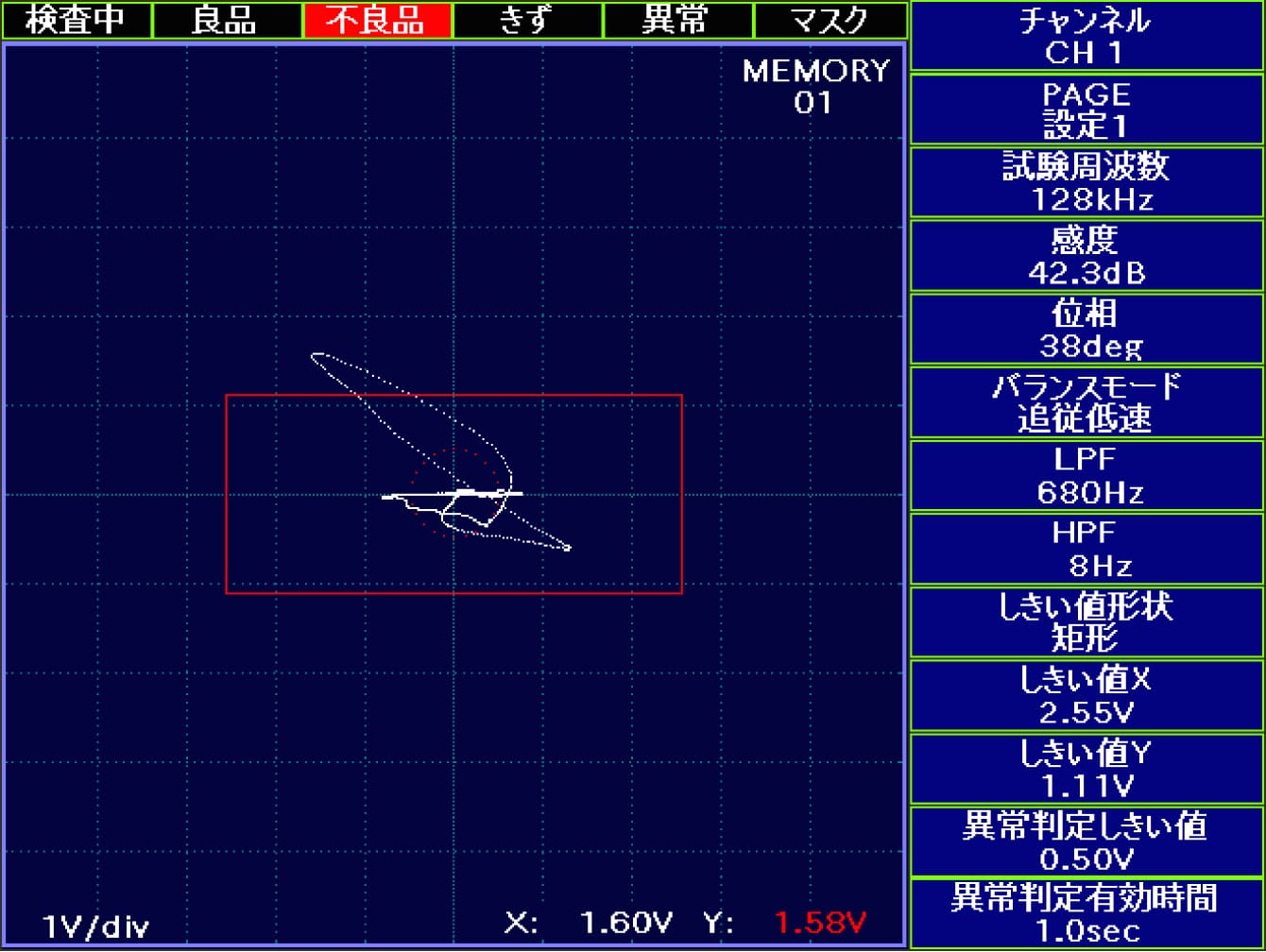
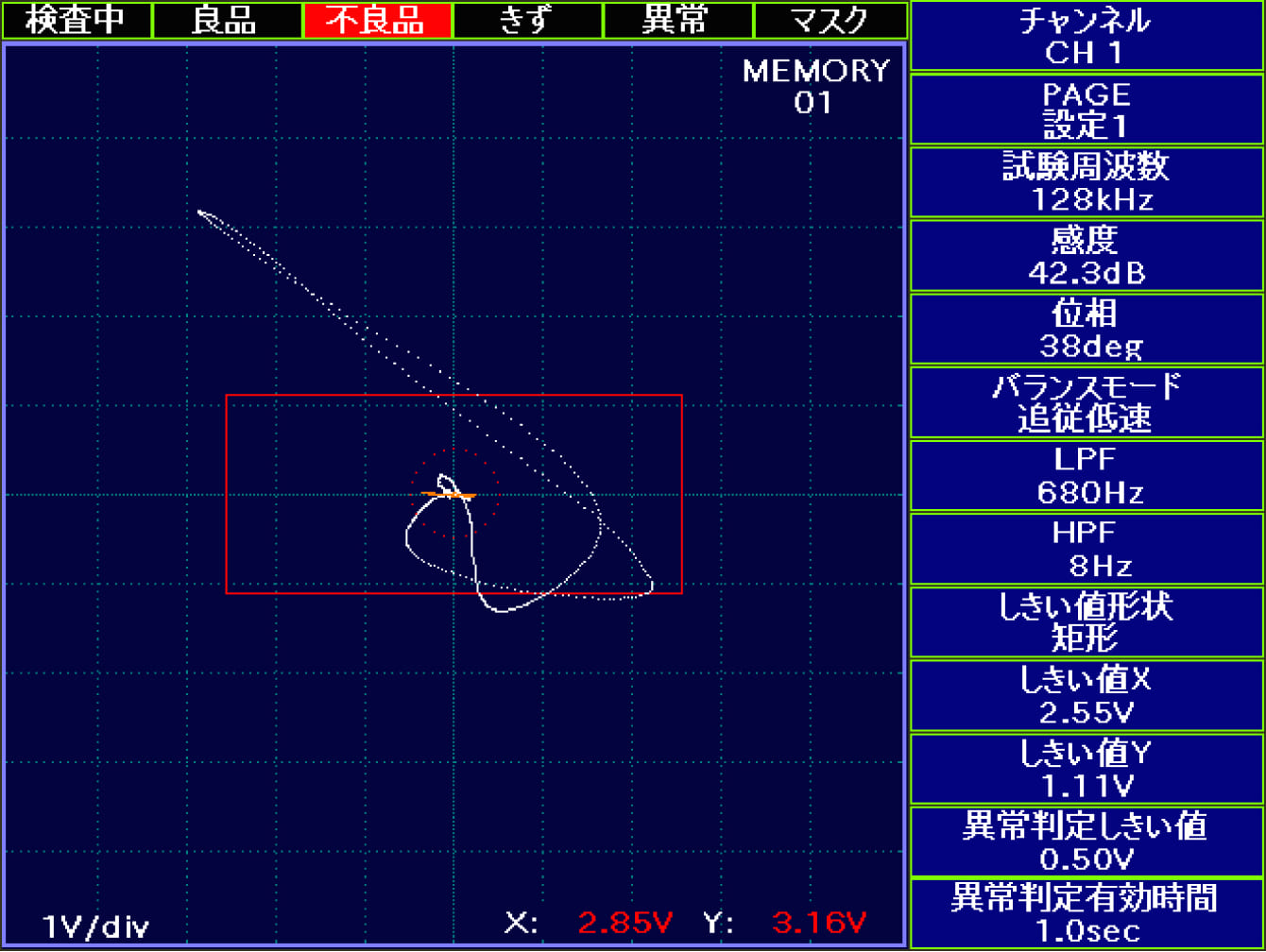
検査画面
構成イメージ
異材判別検査
パーツフィーダーなどから送られてきた検査対象をコンベアなどで位置決めし、貫通プローブに通過させて検査します。事前に良品マスターを登録し、その信号と同じかどうかで異材や熱処理不良を判別しています。通過位置が変わってしまうと検出する信号が変わるため、同じ位置を通過させるよう搬送設備を作る必要があります。
通過させるだけで検査が終了するので、高速で検査ができます。
異材判別検査の運用イメージ

検査画面


実績



お問い合わせ
- 大阪本社
-
TEL:06-6612-8502
平日9:00〜18:00
(土日祝日休み) - 東京営業所
-
TEL:03-5835-3741
平日9:00〜18:00
(土日祝日休み) - 中部営業所
-
TEL:0566-63-6565
平日9:00〜18:00
(土日祝日休み)